
|
|
|
| |
|
#11
 05-28-2016, 08:12 AM
05-28-2016, 08:12 AM
|
|||
|
|||
|
I had problems with shoulder splits on some RWS cases to reformed to 17 Hornet, so I sent them off to RUAG Ammotec GmbH Technical Laboratory at their request.
They performed a series of detailed tests and determined my annealing technique was faulty, leaving the case too hard: 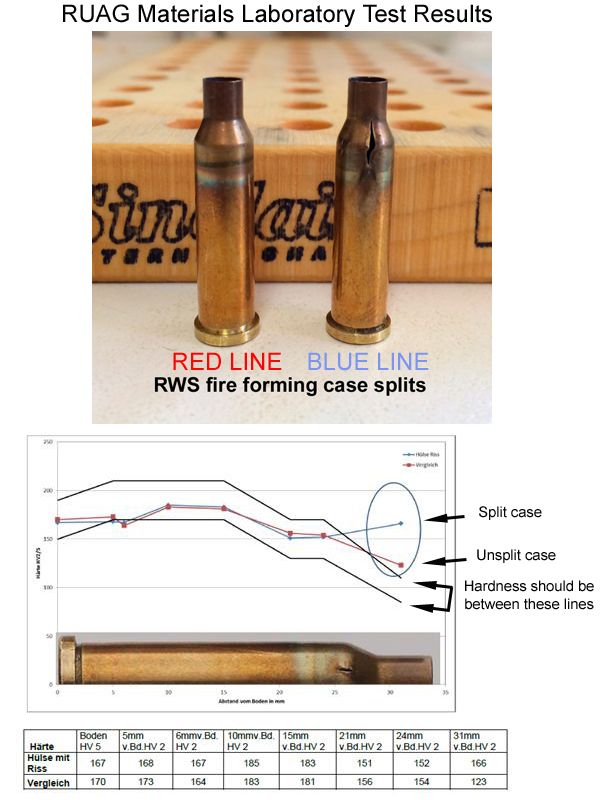 When we anneal our cases for the last time the color of the brass turns into a cherry red (approx. 600°C). We reach that color by annealing with a induction heated coil. We also anneal the cases between every forming step to make them soft enough to prevent a split in the case when they get formed again. Then we just let them cool down in the air. We control our annealing process directly by measuring the material hardness.So there you have it from RWS direct... I modified my annealing technique and haven't suffered a single split case since. 
|
|
#12
05-28-2016, 11:25 AM
|
|||
|
|||
|
Tilleyman, would you mind telling your new procedure? Most of what I've read is you take it higher than a cherry red you start burning off the zinc in the brass?? I believe Doug or Larry was having some split problems with the new brass( I think Norma). This may help them.
|
|
#14
05-29-2016, 01:32 AM
|
|||
|
|||
|
Quote:
Originally (like many on here) I rotated the cases held in an old Simplex shell holder mounted in a hand drill, which was clamped in a vice. Played a needle point gas flame on the case neck till it changed to blue, then gradually moved the flame down to just past the shoulder, rotating the case continually, chasing the blue colour down to the shoulder. I then flicked the case into a basin of cool water, changing it when it got hot after a number of cases. Drained on an old towel and wiped dry on the outside. I then used a compressed air gun to blow the water out from the flash hole end. Let dry out completely for 24 hours in a plastic MTM load block. I never had a problem annealing Winchester, Remington, Sako, Norma 22 Hornet cases for reforming to 17 Hornet till I struck the RWS cases. Nor had any issue annealing a range of .223 cases after necking up to 6x45mm. However RWS cases are definitely made of a tougher brass alloy than other brands... can feel it when trimming to length. SO... after being 'calibrated' by RWS about my dodgy annealing technique I have modified it to try and increase consistency, at the correct higher temperature and slow cool down  I now use a cordless drill with cases mounted in the same old Simplex shell holder... the cases are rotated very consistently. A new hotter needle point flame played on the case neck till it reaches a dull cherry red, played down to the shoulder. I did try just flicking the cases into a pile, but the residual heat was transferring out to neighbouring cases in a way I didn't like. I guess like in the RWS factory jets of air can be used to help cool them, but I now pick up the case out of the shell holder via the case neck using fine round nosed pliers and place it upright on an old block of cast iron to act as a heat sink for the head while the neck and shoulder cool down slowly in air. After using this technique I haven't lost a single RWS case to shoulder splits... Hope this helps...
|
|
#15
05-29-2016, 01:36 AM
|
|||
|
|||
|
Quote:
I know Ray's annealer says to air cool but in the early days I quench a lot if cases and don't remember having very many issues?
__________________
Shoot First... Ask questions later... On Saubier.com __________________ NRA Lifetime Endowment Member
|
 |
|
|




 Linear Mode
Linear Mode

